電話:18962046188
座機:0515-86290308
郵編:224700
郵箱:lianguo0905@163.com
地址:鹽城市建湖縣近湖鎮建寶路999號
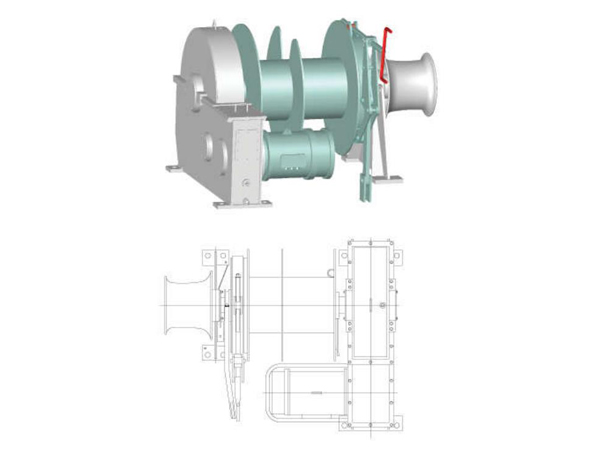
1 范圍
本規范規定了船舶錨絞機安裝施工前準備、人員、工藝要求、工藝過程和檢驗。
本規范適用于大型船舶錨絞機的安裝。
2 安裝施工前準備
2.1 有完整的錨絞機安裝布置圖。
2.2 準備好聯通玻璃水管、琴鋼絲、直尺、切割、焊接等工具。
2.3 按錨絞機布置圖的要求,在安裝處甲板區域劃出相應的錨絞機的安裝定位中心線,并檢查甲板表面不平度,應不超過5mm/m。
3 人員
3.1 裝配鉗工應具有甲板機械專業知識和安全生產知識應知應會考核合格,并達到裝配鉗工中級工以上資格。
3.2 電焊工應具有電焊專業知識和安全生產知識應知應會考核合格,并達到電焊工中級工以上資格。
4 工藝要求
4.1 錨絞機安裝可分甲乙二種安裝方法
a) 甲種為錨絞機機座與船體焊接基座間采用金屬墊片的方法;
b) 乙種為錨絞機機座與船體焊接基座間采用澆注環氧樹脂墊片的方法。
4.2 錨絞機安裝后軸系與底座平面須保持平行。
4.3 錨絞機主軸直線水平度的調節應保持軸與底部軸瓦接觸均勻,左右間隙對稱。
4.4 剛性聯軸節離合器操作靈活。
4.5 聯結螺栓緊固件的預緊力達到設備廠商規定的要求。